Note: This The article is written by Shanghai Weigu Chemical Products Co., Ltd. Shanghai Weigu was established in 1996year, is an expert in the manufacturing of aluminum profile heat insulation glue. Shanghai Weigu adheres to the advanced technology in the field of German polyurethane, European technology and imported equipment to ensure the consistent and stable quality of the company’s products. The various properties of the aluminum profile insulation cast glue products produced by Weigu fully meet the requirements of the existing national standards. Its tensile strength, impact strength and other properties are not inferior to imported products. Insulated aluminum profiles using Weigu insulation casting glue can still meet national standards after undergoing 30, 60 and 90 thermal cycle tests. With such excellent technology, we can fully ensure that customers can produce high-quality glue-injected heat-insulating aluminum profile products. After several years, they can still meet the requirements of existing national standards.
Text:
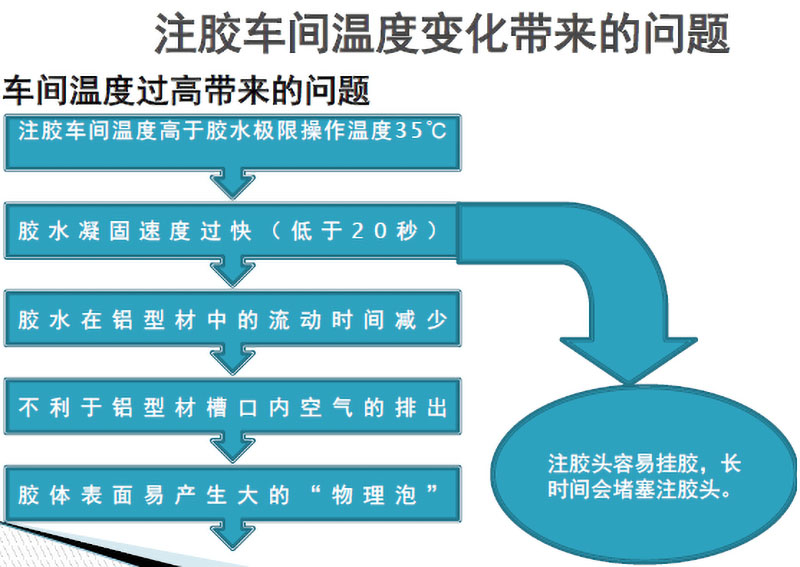
The processing process of glue-injected thermal insulation profiles is a process that combines chemical reactions and mechanical processing. It is a process of measuring, mixing and injecting two-component polyurethane chemical raw materials into the profiles. The notch is cured and bridge-cut to complete the processing process. Due to the existence of chemical reactions, the glue injection process has relatively strict requirements on the processing process. What is often ignored by processing personnel is the requirements for process conditions during the processing, which can easily lead to problems. The analysis and treatment methods of common problems will be described in chapters below, hoping to serve as a reminder and help to companies and operators who are using the glue injection process.

Common problems in the processing of glue-injected thermal insulation profiles 1
There are small bubbles (small pits) in the insulation strip
Phenomena1. There are small uniform bubbles on the surface of the strip
generated Reason: The environment is humid, such as the rainy season in the south, foggy weather, ground spraying in the processing environment, leakage in the profile storage warehouse on rainy days, etc. The profiles or glue become damp.
Treatment method: Isolate the environment from the outside world and dehumidify and dry immediately.
Phenomena2. There are continuous small bubbles on both sides of the joint between the surface of the strip and the profile
Cause: The surface of the profile is damp or the temperature is too low. This phenomenon easily occurs in Sand powder and oxidized materials
Processing method: dry the profile, transfer the profile to a constant temperature room, wait until the temperature of the profile reaches 18℃ or above before injecting glue
phenomenon 3. There are small bubbles on the surface and inside of the strip
Cause: The three-way switching valve of the injection head is not closed tightly, there is leakage of solvent/cleaning agent during the mixing process, and the shaft end seal of the metering pump is damaged. �t face=”宋体”>Slot design comparison There is no obvious difference in the size of the slot or the presence or absence of ripples.
Common problems in the processing of glue-injected thermal insulation profiles
The head and tail shrink too much
Phenomena: About three to five minutes after the glue injection is completed, observe two End shrinkage is too large. (The larger the glue injection notch, the greater the shrinkage. Taking the AA notch as an example, the shrinkage is about 1mm)
Causes: temperature is too high or too low; profile surface treatment method; type of head sticker; head How to use stickers
Treatment plan: control the temperature at 25±5℃ (including profiles, glue, and ambient temperature); use materials with good thermal conductivity for surface treatment; use stickers with good adhesion and high strength ;The upper end of the sticker is flush with the top of the profile notch.
Ten common problems in the processing of glue-injected thermal insulation profiles
Profile deformation
Phenomena: After the glue injection is completed, the profile deforms while waiting for the bridge to be cut.
Cause: The wall thickness of the profile is too thin; the glue reaction shrinks too much and the profile is stretched and deformed.
Solution: Modify the mold to thicken the profile wall thickness; control process conditions (temperature, humidity, etc.) to reduce colloid shrinkage; cut bridges in advance to reduce the time the profile is stressed
If you have any other questions about the insulation profile process and glue injection, you can call us. Shanghai Weigu Chemical Products Co., Ltd. will serve you wholeheartedly.
 微信扫一扫打赏
微信扫一扫打赏

